

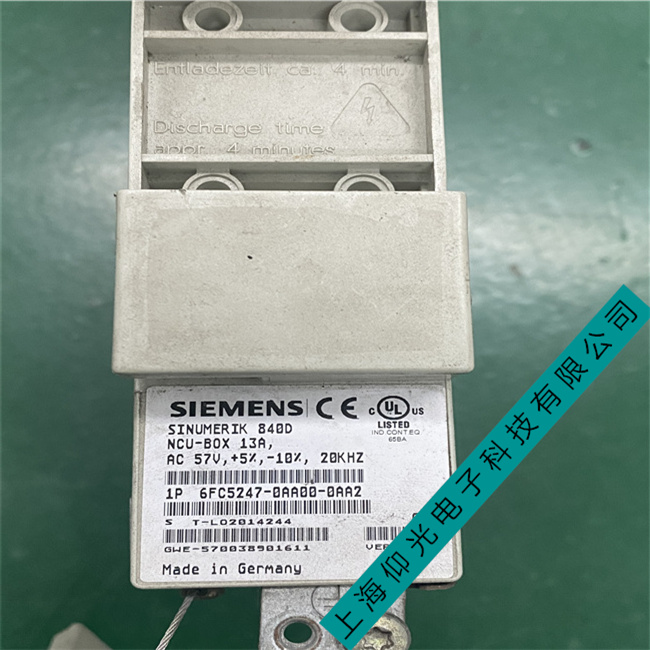
һ�_(t��i)���T��840Dϵ�y(t��ng)�O(sh��)����ϣ��˽��2��(g��)Z�S���Ϻ�o���Ƅ�(d��ng)��1��(g��)Z�S���O(sh��)��ֹͣ�r(sh��)�Ԅ�(d��ng)���У���ɳ��̈�(b��o)��������(d��ng)�O(sh��)�䣬���_���\�ࡱ��Ϣ��һ�Ĺ�����Ϣ����ӳ���ۺ��������У�
25201# Aixs Z1 drive fault
300608# Aixs Z1 Drive 6 speed controller at limit
21612# Channel 1 axis Z1/Z1: enable reset,cause 3
510102# U/Eģ�K1�ДࣨI32.6=1��
�м�(x��)����������Ϣ��(n��i)�ݣ�������λ��300608#���ϡ���ɴ˹��ϵĻ���ԭ���ǣ��������O(sh��)�䣩
1. 늙C(j��)����ס��ؓ(f��)�d�^�ػ�x܇���Ƅ�(d��ng)�P(gu��n)�]��
2. �������ģ�K���S�������m���{(di��o)�����D(zhu��n)Ť�����ơ��������ƺ�������ƣ�
3. �z��늙C(j��)�Ƿ�ӵأ�
4. �z��늙C(j��)׃�l�����B�� ��ȱ����λ�����D(zhu��n)�^(q��)���e(cu��)�`����
5. �z�y���a�������a����|�ͱ��o(h��)�����Ƿ���|��������|���_��
6. �z�龎�a����|�������c��������(bi��o)���a����|�ÓQ����(sh��)�(y��n)��
7. �z�yֱ��ĸ���B�� ���z������Ƿ�o�̣���
8. �z�y�ŷ��S�(q��)��(d��ng)�����Դ������ģ�K����
һ����Һ��ƽ����Ɔ�Ԫ�_ʼ���֣��z�yҺ��ϵ�y(t��ng)��������
1. �z�yҺ����̖(h��o)��70.0�������y��������ϴ���{(di��o)���������������{(di��o)��(ji��)��������
2. �z�y3��(g��)ƽ��ף�δ�l(f��)�F(xi��n)������
3. �z�yҺ����̖(h��o)��61.1���{(di��o)���y�����������{(di��o)������������������
-
�z�yҺ����̖(h��o)��61.01��Һ�؆����y����ϴ������iס�S��������
-
�z��3��(g��)�SҺ����·�B��δ�l(f��)�F(xi��n)©�ͻ�׃�(n��i)й������
�C���Д�Һ��ϵ�y(t��ng)������
����������ͨ��1��Z1�S����(d��ng)Ƥ��̎���ַ��_
1.�ք�(d��ng)�P��(d��ng)��(g��)�C(j��)е�S���z�U���z�U��ĸ���@��(c��)�o�������ŷ�늙C(j��)�c׃������(c��)���ڿ����F(xi��n)�����´_�J(r��n)���l��Ȧ�Դ24V���������Ɔ�Ԫ��������·�B���������鿴�S�(q��)��(d��ng)����(sh��)��ƽ�����ֵ�����棬��(d��ng)�ڡ�JOG����B(t��i)�£��c(di��n)��(d��ng)��+�����ߡ�-�����o�����Ѹ���j����100%���ϣ�����(b��o)���V������Ϣ��
2.���z�yԓ�S��늙C(j��)��������������ͬδ�нӵأ����lֱ�����2K�Wķ��24V�Ӿ����ӣ��в壩̎�z�y25.2V�����������_�ŷ�늙C(j��)��늙C(j��)��̖(h��o)��1FT6108-8SF71-1EH0����(n��i)�þ��a���麣�hEOM1325048-2048���c׃�����B�ӣ��ք�(d��ng)�P늙C(j��)�c׃������(c��)��׃������(c��)δ�l(f��)�F(xi��n)����������̎���ŷ�늙C(j��)��(c��)��δ֪��늙C(j��)�S��߀�DZ��l�M������
-
����늙C(j��)�������_(t��i)�����_����w�����_���a���o����ᔣ�δ���κΘ�(bi��o)ӛ������r�£��Ⱥ���_ǰ������w���S��6208�`���������ԭ���DZ��lʧЧ���������ŷ�늙C(j��)����(d��ng)������j�������±��l�M�������»��b늙C(j��)�ք�(d��ng)�P��(d��ng)�ŷ�늙C(j��)�`���ԇ�C(j��)��ϵ�y(t��ng)��(b��o)300509#��35201#��27010#��27023#��27024#��(b��o)����Ϣ�����\���փԣ����ϬF(xi��n)����oֹ�`�ȫ�����O(ji��n)�غͳ��^��ȫ�ݲ
-
֮ǰ�˽���a�����bλ�������dz������v���ġ����´��_�ŷ�늙C(j��)����w��ȡ�¾��a���м�(x��)�鿴�S��(bi��o)ӛ�;��a���ϵĘ�(bi��o)ӛ���_��(sh��)�С��ք�(d��ng)�P��(d��ng)늙C(j��)������(g��)��(bi��o)ӛ�غϺ��پo�̾��a����ᔣ��_�C(j��)���V������Ϣ��ʧ��
5.����ͨ��1����Ԫ���b�ꮅ��(d��ng)ϵ�y(t��ng)����δ�l(f��)�F(xi��n)�Ј�(b��o)����Ϣ���Ƅ�(d��ng)ͨ��1Z1�Sλ�õ�ijֵ���Üy������У�(y��n)���O(sh��)������ֵMD34100����MD34090����(j��ng)�^����Ƅ�(d��ng)�c�y������У�(y��n)��λ�û�������Ҫ���ϡ��O��λ�����_��
6.�編���ڵ�̎��ͨ��2��ͨ��3���������S�Ƅ�(d��ng)��λ���c��(sh��)�H���ߙz�y�`�������0.005mm������(n��i)���b�d�ӹ�������ڡ�AOUT����B(t��i)��ԇ�C(j��)���P(gu��n)С�M(j��n)�o������(d��ng)���yԇ�ˎ״Σ��_�J(r��n)�o�`��֪ͨ���ѵȺ�����a(ch��n)���T�����������a(ch��n)��
�����ų����Y(ji��)��
1. ��ж���T���ŷ����a�������������������(bi��o)ӛ����жҪ�����ƵČ��ù��ߡ�
2. �o�o���@ϵ�y(t��ng)��(b��o)����Ϣ��չ�_�Ų飬˼�SҪ������(ji��n)�Q��
3. ƽ�r(sh��)��ӛ�Y�ϺPӛ��
4.�������(b��o)����Ϣ֮�g���P(gu��n)(li��n)��

�D(zhu��n)�dՈ(q��ng)ע����̎���Ϻ�������ӿƼ����I(y��)�ŷ��(q��)��(d��ng)���S��,�ŷ�늙C(j��)�S��
����朽ӣ�http://kukud.com.cn/fuwu/Services_Show4972.htm
�ŷ��(q��)��(d��ng)���S�� �ŷ�늙C(j��)�S�� �|�����S�� ׃�l���S��
�Ԓ��021-50157782
�֙C(j��)��13817011982 ��̖ͬ(h��o)
�]�䣺shygdzi@163.com
(li��n)ϵ�ˣ�����
�W(w��ng)ַ��http://kukud.com.cn
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ��fagor늙C(j��)��Ҋ�����Ų鼰�S��
