

���T���ŷ������S��Ҋ�������£�
���Ϸ����� �����·��Ҫ�������·���V���·����׃�·���Ƅӆ�Ԫ�Ȏײ��֘��ɣ�����IGBT(�^�����p�O���w��)������׃�l����ҪӲ�����������·���ܺ�������:
1.�����·
��VD1~VD6�M��������ʽȫ�������·�����ཻ���������ֱ��늡�
2.�V���·
�����·ݔ����ֱ��늉����}�ӵ�ֱ��늉��������V���·�Vȥ늉����y��ͬ�r��߀�������·�c��׃�·�������á�
3.��׃�·
���_�P��V1~V6������׃�·��ֱ��늉���׃�������l�ʡ�늉����{�Ľ������������늄әC����׃�l�����F׃�l���P�I�h����
4.�����·
���������R���_�PK���ɣ��������˲�g�V����ݶ�늉����㣬���˲�g��ݳ������^���^���������ܓp�������·���鱣�o�����·��׃�l�����˲�g������贮��ֱ����·�У�����ݳ�늵�һ���r�g��ͨ�^�_�PK������·��
5.�Ƅ��·
���Ƅ����RB���_�P��VB���ɣ���Ҫ��������������늄әC�������������������^�ߵı���늉��p��׃�l����
ͨ����G/Pϵ��׃�l���������ʵȼ��IJ�ͬ�����x�õ�IGBT��Ҫ�КW�ɿˡ����⡢�|֥�Ȳ�ͬƷ�ƣ�׃�l��������18.5kW���µęC�����·��Ҫ���ü���������׃���Ƅ��·�͜ضșz�y��һ�w���߆�Ԫģ�K���ɣ�22kW�����ϵęC�Ͳ�������ģ�K����·�Ɇ�Ԫ��׃ģ�K���ɡ�
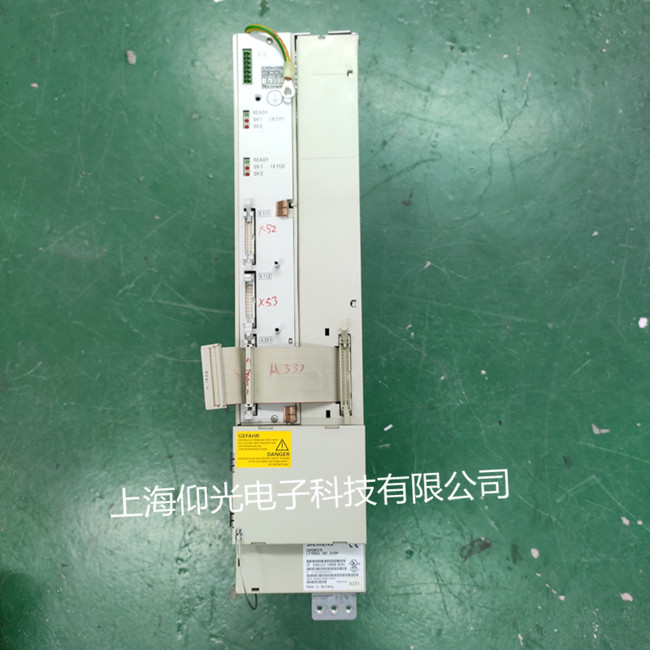
��2.SIEMENS 8MC�y��ϵ�y���ϵľS��
���ϬF��һ�_����SIEMENS 8MC���Pʽ�ӹ����ģ���X�S�\�ӵ�ijһλ�Õr��Һ��늄әC�ԄӔ��_���ҳ��F����ʾ��Y�S�y��ϵ�y���ϡ������ͨ늣��C�����Ի֏�������������X�S�\�ӵ�ijһλ�ø����������ܳ��Fͬһ���ϡ�
�����c̎���^�̣�ԓ�C�����M���Pʽ�ӹ����ģ�����SIEMENS 8MC����ϵ�y��SIEMENS 6RAϵ��ֱ���ŷ��ӡ�����X�S�Ƅӕr���FY�S��������Cϵ�y�����_�ԣ�������X�S�y��������|ԇϵ�y���FX�S�y��ϵ�y���ψ���ˣ������ų�ϵ�y�`��ԭ��
�z��X�S�ڳ��F��λ�ü��������l�F����Y�S�y��ϵ�y(���)���o�����cӰ푣��҃H�Ƅ�Y�S���o�� ����Y�S�����������ٙz��Y�S늄әC��|���^������x���^��ųߠ�r����δ�l�F�����F��
���]��ԓ�O��ٴ��ͼӹ����ģ���|�^�࣬늹��c�C��֮�g����|�L���^�L����������|���̶�����|���ϣ��S�C�������Ƅӡ��������������������Д�������|�ď��������¾ֲ��ྀ�Ŀ������^��
�S�ޕr���⌢X�S�\�ӵ����F�����cλ�ã��˞��Ƅ���|�����м��y��Y�S��ÿһ��������̖�����B����r����K�l�F����һ����̖������|�����Ƅӵ��^���У�ż�����F�_·�F��;������|�ȵĂ��þ�����ྀ�C���֏�������
��3.��������������S�`���S��
���ϬF��ij����SIEMENS PRIMOSϵ�y��6RA26**ϵ��ֱ���ŷ���ϵ�y�Ĕ��؝L�X�C���_�C���ƄәC����Z�S��ϵ�y�l����ERR22���S�`����
�����c̎���^�̣����ؙC���l�����S�`��^���䌍�|�nj��H�C�����ܵ��_ָ���λ�á������@һ���ϵ�ԭ��ͨ�����ŷ�ϵ�y���ϻ�C���Cе����ϵ�y�Ĺ��ϡ�
���ڙC���ŷ��M�oϵ�y��ȫ�]�h�Y�����o��ͨ�^Ó�_늄әC�c�Cе���ֵ��B���M��ԇ���˴_�J���ϲ�λ���S�ޕr�����ڙC����늡����_�A�o�C������r�£��ք��D��Z�S�z�ܣ�δ�l�F�Cе����ϵ�y�Į����������ж����������ŷ�ϵ�y���b�ò�������ġ�
�����Mһ���_�����ϲ�λ���S�ޕr��ϵ�y��ͨ����r�£�������݆�����Ƅ�Z�S(�ƄӾ��x��������ϵ�y�O����������S���S�`���ԃȣ���ֹ���F���S�`���)���y��Z�Sֱ���������ٶȽo��늉������z��l�F�ٶȽo����늉�ݔ�룬��ֵ��С�c��݆�Ƅӵľ��x���������P���ɴ˿��Դ_�J�����b�ù��������������������ŷ������IJ�������ġ�
�z�������l�F������������Bָʾ���o�������Ͽ����ų���������·�Ĺ��ϡ����]��ԓ�C��X��Z�S������̖��ͬ��ͨ�^��һ���Q�����Ŀ��ư�_�J���ϲ�λ��6RA26**ֱ��������A2�塣
����SIEMENS 6RA26**ϵ��ֱ���ŷ�������ԭ��D����һ�z�顢�y��������̖�����_�J����ԭ��������A2���ϵļ���늉����^��N7(��̖��LM348)��������ģ����Q�C���֏�������
�D�dՈע����̎���Ϻ�������ӿƼ����I�ŷ������S��,�ŷ�늙C�S��
����朽ӣ�http://kukud.com.cn/fuwu/Services_Show3677.htm
�ŷ������S�� �ŷ�늙C�S�� �|�����S�� ׃�l���S��
�Ԓ��021-50157782
�֙C��13817011982 ��̖ͬ
�]�䣺shygdzi@163.com
ϵ�ˣ�����
�Wַ��http://kukud.com.cn
�� �҂��_���Üyԇ�ýo�͑�����������
��һƪ��fagor늙C��Ҋ�����Ų鼰�S��
